五金冲压工序中冲裁件的工艺性分析
作者:五金冲压件 文章来源: 本站原创 发布时间:2019-11-20 09:00
一般情况下对
冲裁件工艺影响最大的是几何形状、尺寸和精度要求。良好的冲裁工艺性应能满足材料省、工序少、模具结构简单、加工容易、寿命长、操作安全方便、产品质量稳定等要求。
冲裁件的结构工艺性
-
几何形状 冲裁件形状应尽可能设计得简单对称和符合材料合理排样。工件用条料两端裁切圆弧形时,圆弧的半径应超过料宽的一半,以免因送料偏移而产生台肩。
-
最小圆角半径: 冲裁件的转角处应有一定的圆角,其最小圆角半径允许值下表,
|
工序 |
连接角度(°) |
黄铜、纯铜、铝 |
软钢 |
合金钢 |
落料 |
≥90 |
0.18 t |
0.25 t |
0.35 t |
|
<90 |
0.35 t |
0.5 t |
0.7 t |
冲孔 |
≥90 |
0.20 t |
0.3 t |
0.45 t |
|
<90 |
0.40 t |
0.6 t |
0.90 t |
注:t为材料厚度mm,当t<1mm时,均以t=1mm计算
如果是少废料、无废料排样冲裁,或者采用镶拼模具时可不要求冲裁件有圆角。圆角大大减小了应力集中,有效地消除了冲模开裂现象。
-
冲裁件上的悬臂和凹槽:如果冲裁件上有悬臂和凹槽,其尺寸如下表:
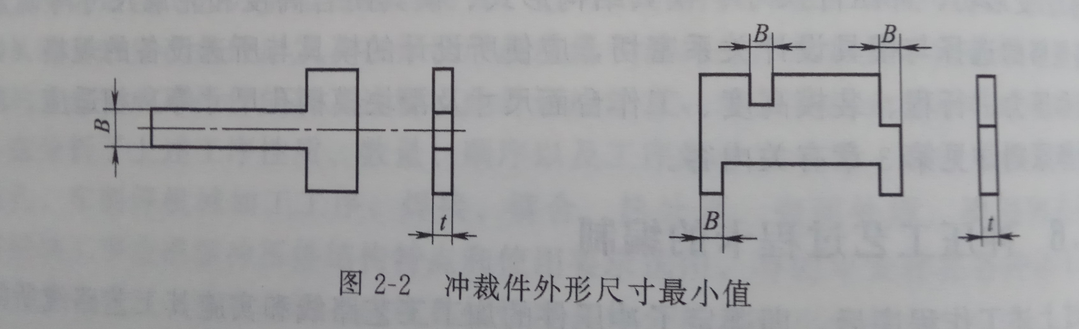
悬臂和凹槽的最小宽度B
|
材料 |
宽度B |
材料 |
宽度B |
|
硬钢 |
(1.3~1.5)t
|
紫铜、铝 |
(0.75~0.8)t |
|
黄铜、低碳钢 |
(0.9~1.0)t
|
|
|
-
冲裁件的最小尺寸: 冲裁件上孔的尺寸受到凸模强度和刚度的限制,不能太小,冲孔的最小尺寸见下表
|
材料 |
自由凸模冲孔 |
精密导向凸模冲孔 |
|
圆形 |
矩形 |
圆形 |
矩形 |
|
硬钢 |
1.3 t |
1.0 t |
0.5 t |
0.4 t |
|
软钢及黄铜 |
1.0 t |
0.7 t |
0.35 t |
0.3 t |
|
铝 |
0.8 t |
0.5 t |
0.3 t |
0.28 t |
|
酚酫层压布(纸)板 |
0.4 t |
0.35 t |
0.3 t |
0.25 t |
(t为材料厚度mm)
-
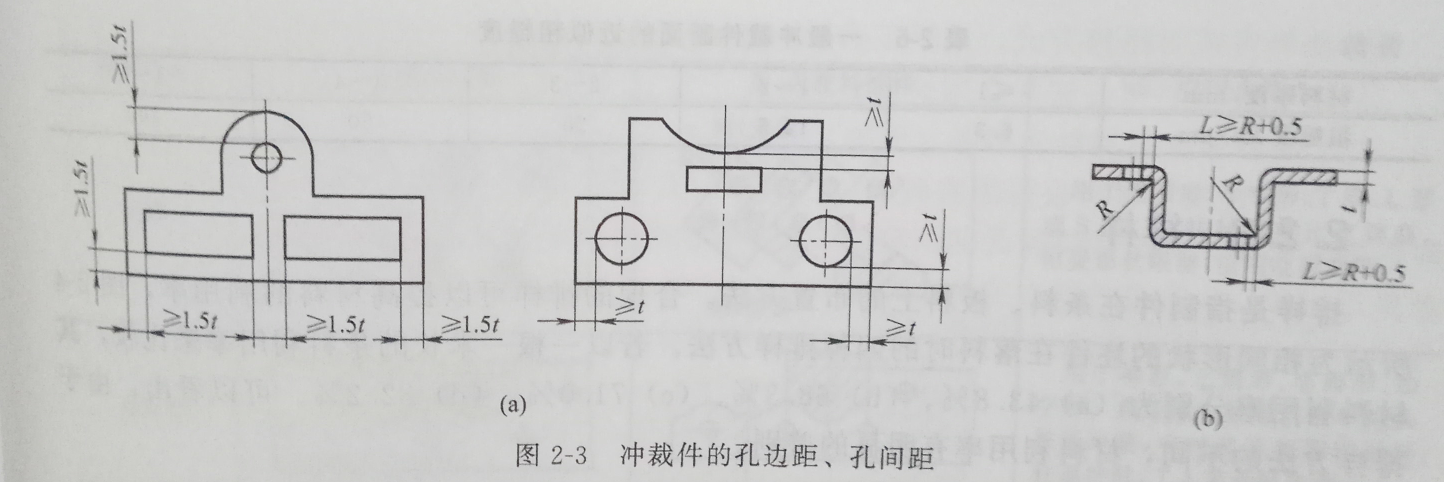
最小孔边距、孔间距: 当冲孔边缘与工件外形的边缘平行时,其距离不应小于材料厚度的1.5倍;当冲孔边缘与工件外形的边缘不平行时,其距离不应小于材料厚度,如下图(a)所示。
6.成形件上的孔边距:在弯曲件或拉深件上冲孔时,孔边与直壁之间应保持一定的间距,以免冲孔时凸模折断,如下图(b)所示
推荐文章:
冲压加工中经常出现起皱现象是什么原因
