五金冲压件的冲裁变形过程是怎样的
作者:五金冲压件 文章来源: 本站原创 发布时间:2020-02-15 10:36
冲裁加工属于五金冲压件加工必不可少的分离工序,那么一个冲压件在冲裁加工过程中它的变形过程是怎样的呢?由五金冲压件加工厂—沧州惠丰汽车配件有限公司为你介绍。
下面以无弹压板冲裁过程为例来说明这一变形过程:
凸凹模间隙正常情况下,冲压件的金属原材料冲裁过程大致可以分为三个阶段:
1)弹性变形阶段
五金冲压件冲裁加工时,凸模的压力作用使金属原材料产生弹性压缩、弯曲和拉深等变形,并被挤入凹模腔内,此时凸模下的材料略微呈拱度即锅底形,凹模上的材料略微有上翘,间隙越大,穹弯和上翘越严重。在这一阶段是,材料内部的应力没有超过弹性极限,故处于弹性变形状态,当凸模卸载后,材料即恢复原状。
2)塑性变形阶段
凸模继续下压,材料内的应力达到屈服极限,材料开始产生塑性剪切变形,同时因凸、凹模间存在间隙,故伴随有材料的弯曲与拉伸变形,间隙越大变形越大。随着凸模的不断压入,材料变形抗力不断增加,硬化加剧,变形拉力不断上升,刃口附近产生应力集中,达到塑变应力极限(等于材料的拉剪强度),材料发生塑性变形。
3)断裂分离阶段
当刃口附近应力达到材料的破坏应力时,凸、凹模间的材料先后在靠近凹、凸模刃口侧面产生裂纹,并沿最大剪应力方向向材料内层扩展,使材料分离。
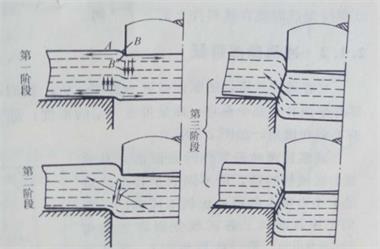
五金配件冲裁加工的冲裁变形过程可以通过下图来表示:
 推荐文章:五金冲压加工对弯曲件的总体工艺要求
推荐文章:五金冲压加工对弯曲件的总体工艺要求
