关于螺纹螺距的含义和计算方式
作者:五金冲压件 文章来源: 本站原创 发布时间:2019-08-23 11:42
一、什么是螺纹?
螺纹是从外部或内部切入工件的螺旋线。螺纹的主要功能是:
1、通过组合内螺纹产品和外螺纹产品形成机械连接。
2、通过将旋转运动转换为线性运动传递运动,反之亦然。
3、得到机械优点。
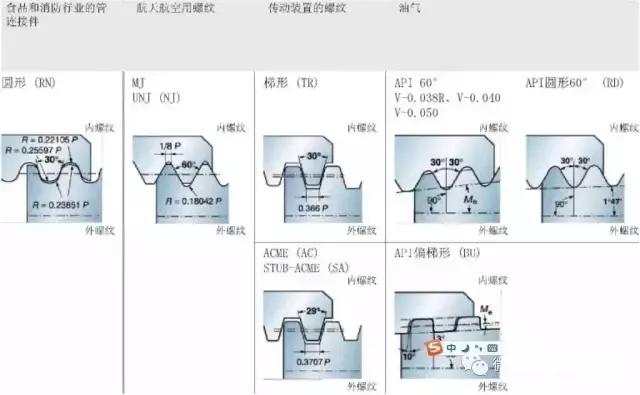
二、螺纹牙型和术语
螺纹牙型确定螺纹的几何形状,包括工件直径 (大径、中径和小径);螺纹牙型角;螺距和螺旋角。
1、螺纹术语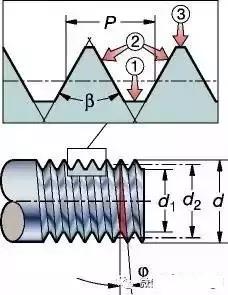
①牙底:连接两个相邻螺纹牙侧的底部表面。
②牙侧:连接牙顶和牙底的螺纹侧表面。
③牙顶:连接两个牙侧的顶部表面。
P = 螺距,mm或每英寸螺纹数 (t.p.i.)
ß = 牙型角
ϕ = 螺纹螺旋升角
d = 外螺纹大径
D = 内螺纹大径
d1 = 外螺纹小径
D1 = 内螺纹小径
d2 = 外螺纹中径
D2 = 内螺纹中径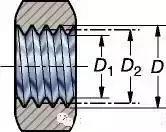
中径,d2 \ D2
螺纹的有效直径。大约在大径和小径之间一半的位置处。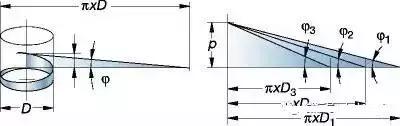
螺纹的几何形状基于螺纹中径 (d, D) 和螺距 (P):工件上沿着螺纹从牙型上的一点到相应的下一点的轴向距离。这也可以看作是从工件绕开的一个三角形。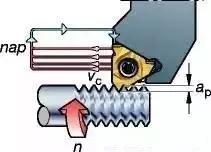
vc = 切削速度 (m\min)
ap = 总的螺纹深度 (mm)
nap = 总的螺纹深度 (mm)
t.p.i. = 每英寸螺纹数
进给量 = 螺距
2、普通螺纹牙型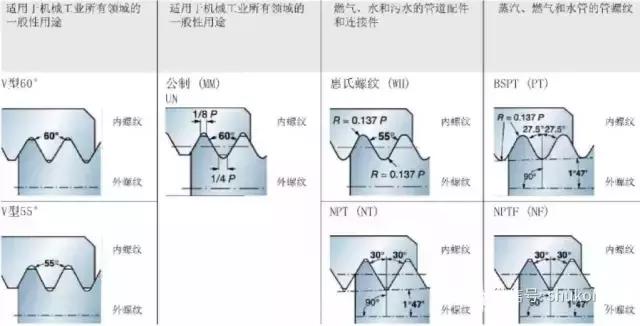
一、60°牙型的外螺纹中径计算及公差(国标GB197\196)
a.中径基本尺寸计算
螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d\D-P×0.6495
例:外螺纹M8螺纹中径的计算
8-1.25×0.6495=8-0.8119≈7.188
b.常用的6h外螺纹中径公差(以螺距为基准)
上限值为”0”
下限值为P0.8-0.095P1.00-0.112P1.25-0.118
P1.5-0.132P1.75-0.150P2.0-0.16
P2.5-0.17
上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188下限值:7.188-0.118=7.07。
C.常用的6g级外螺纹中径基本偏差:(以螺距为基准)
P0.80-0.024P1.00-0.026P1.25-0.028P1.5-0.032
P1.75-0.034P2-0.038P2.5-0.042
上限值计算公式d2-ges即基本尺寸-偏差
下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差
例M8的6g级中径公差值:上限值7.188-0.028=7.16下限值:7.188-0.028-0.118=7.042。
注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。
二、60°内螺纹中径计算及公差(GB197\196)
a.6H级螺纹中径公差(以螺距为基准)
上限值:
P0.8+0.125P1.00+0.150P1.25+0.16P1.5+0.180
P1.25+0.00P2.0+0.212P2.5+0.224
下限值为”0”,
上限值计算公式2+TD2即基本尺寸+公差。
例M8-6H内螺纹中径为:7.188+0.160=7.348上限值:7.188为下限值。
b.内螺纹的中径基本尺寸计算公式与外螺纹相同
即D2=D-P×0.6495即内螺纹中径等于螺纹大径-螺距×系数值。
c.6G级螺纹中径基本偏差E1(以螺距为基准)
P0.8+0.024P1.00+0.026P1.25+0.028P1.5+0.032
P1.75+0.034P1.00+0.026P2.5+0.042
例:M86G级内螺纹中径上限值:7.188+0.026+0.16=7.374
下限值:7.188+0.026=7.214
上限值公式2+GE1+TD2即中径基本尺寸+偏差+公差
下限值公式2+GE1即中径尺寸+偏差
三、外螺纹大径的计算及公差(GB197\196)
a.外螺纹的6h大径上限值
即螺纹直径值例M8为φ8.00上限值公差为”0”。
b.外螺纹的6h级大径下限值公差(以螺距为基准)
P0.8-0.15P1.00-0.18P1.25-0.212P1.5-0.236P1.75-0.265
P2.0-0.28P2.5-0.335
大径下限计算公式:d-Td即螺纹大径基本尺寸-公差。
例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788
c.外螺纹6g级大径的计算与公差
6g级外螺纹的基准偏差(以螺距为基准)
P0.8-0.024P1.00-0.026P1.25-0.028P1.5-0.032P1.25-0.024P1.75–0.034
P2.0-0.038P2.5-0.042
上限计算公式d-ges即螺纹大径基本尺寸-基准偏差
下限计算公式d-ges-Td即螺纹大径基本尺寸-基准偏差-公差
例:M8外螺纹6g级大径上限值φ8-0.028=φ7.972。
下限值φ8-0.028-0.212=φ7.76
注:①螺纹的大径是由螺纹光杆坯径及搓丝板\滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小。
②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜。
四、内螺纹小径的计算与公差
a.内螺纹小径的基本尺寸计算(D1)
螺纹小径基本尺寸=内螺纹基本尺寸-螺距×系数
例:内螺纹M8的小径基本尺寸8-1.25×1.0825=6.646875≈6.647
b.内螺纹6H级的小径公差(以螺距为基准)及小径值计算
P0.8+0.2P1.0+0.236P1.25+0.265P1.5+0.3P1.75+0.335
P2.0+0.375P2.5+0.48
内螺纹6H级的下限偏差公式D1+HE1即内螺纹小径基本尺寸+偏差。
注:6H级的下偏值为“0”
内螺纹6H级的上限值计算公式=D1+HE1+TD1即内螺纹小径基本尺寸+偏差+公差。
例:6H级M8内螺纹小径的上限值6.647+0=6.647
6H级M8内螺纹小径的下限值6.647+0+0.265=6.912
c.内螺纹6G级的小径基本偏差(以螺距为基准)及小径值计算
P0.8+0.024P1.0+0.026P1.25+0.028P1.5+0.032P1.75+0.034
P2.0+0.038P2.5+0.042
内螺纹6G级的小径下限值公式=D1+GE1即内螺纹基本尺寸+偏差。
例:6G级M8内螺纹小径的下限值6.647+0.028=6.675
6G级M8内螺纹小径的上限值公式D1+GE1+TD1即内螺纹基本尺寸+偏差+公差。
例:6G级M8内螺纹小径的上限值是6.647+0.028+0.265=6.94
注:①内螺纹的牙高直接关系到内螺纹的承载力矩的大小,故在毛坯生产中应尽量在其6H级上限值以内。
②在内螺纹的加工过程中,内螺纹小径越小会给加工具——丝锥的使用效益有所影响.从使用的角度讲是小径越小越好,但综合考虑时一般采用小径的在中限至上限值之间,如果是铸铁或铝件时应采用小径的下限值至中限值之间。
③内螺纹6G级的小径在毛坯生产中可按6H级执行,其精度等级主要考虑螺纹中径的镀层,故只在螺纹加工时考虑丝锥的中径尺寸而不必考虑光孔的小径。
五、分度头单分度法计算公式
单分度法计算公式:n=40\Z
n:为分度头应转过的转数
Z:工件的等分数
40:分度头定数
例:铣削六方的计算
代入公式:n=40\6
计算:①化简分数:找出最小约数2进行约分,即将分子分母同时除以2得20\3.分数的同时缩小其等分不变。
②计算分数:此时要看分子与分母的数值而确定;如分子此分母大时进行计算。
20÷3=6(2\3)即n值,也即分度头应转过6(2\3)转.此时的分数已变成带分数;带分数的整数部份6为分度头应转过6整圈.带分数的分数2\3则只能是转一圈的2\3,此时又须重新计算。
③分度板的选用计算:不足一圈的计算须借助分度头的分度板来实现.计算时第一步将分数2\3进行同时扩大.例:如果同时扩大14倍时的分数为28\42;如同时扩大10倍时,分数为20\30;如同时扩大13倍时的分数为26\39……扩大分门倍数的多少要根据分度板的孔数来选择。
此时应注意:
①选择分度板的孔数一定能被分母3整除.如前面举例中的42孔是3的14倍,30孔是3的10倍,39是3的13倍……
②分数的扩大必须是分子分母同时扩大其等分不变,如举例中的
28\42=2\3×14=(2×14)\(3×14);20\30=2\3×10=(2×10)\(3×10);
26\39=2\3×13=(2×13)\(3×13)
28\42分母42即采用分度数的42孔进行分度;分子28即在上轮的定位孔上向前再转过28孔即29孔上为本轮的定位孔,20\30是在30孔分度板向前再转过10孔即11孔上为本轮的定位孔.26\39是在39孔的分度板向前再转26孔即27孔上为本轮的定位孔。
铣六方(六等分)时即可采用42孔,30孔,39孔等被3整除的孔作为分度:其操作是手柄转整6圈后,再分别在上轮的定位孔上向前再转28+1\10+1\26+!孔的29\11\27孔上作为本轮的定位孔。
例2:铣15齿的齿轮计算。
代入公式:n=40\15
计算n=2(2\3)
是转2整圈再选被3整除的分度孔如24,30,39,42.51.54.57,66等孔板上再向前转过16,20,26,28,34,36,38,44加1孔即17,21,27,29,35,37,39,45孔作为本轮的定位孔。
例3:铣82齿的分度计算。
代入公式:n=40\82
计算n=20\41
即:只要选41孔的分度板,在上轮定位孔上再转过20+1即21孔作为本轮的定位孔便是。
例4:铣51齿的分度计算
代入公式n=40\51由于此时分数无法计算则只能直接选孔,即选51孔的分度板,在上轮定位孔上再转过51+1即52孔作为本轮的定位孔即是。
例5:铣100齿的分度计算。
代入公式n=40\100
计算n=4\10=12\30
即选30孔的分度板,在上轮定位孔上再转过12+1即13孔作为本轮的定位孔即是。
如所有分度板无计算所需的孔数时则应采用复式分度法计算,不在本计算方法之列,实际生产时一般采用滚齿,因复式分度计算后的实际操作极为不便。
六、圆内接六方形的计算公式
①圆D求六方对边(S面)
S=0.866D即直径×0.866(系数)
②六方对边(S面)求圆(D)直径
D=1.1547S即对边×1.1547(系数)
七、冷镦工序的六方对边与对角计算公式
①外六角对边(S)求对角e
e=1.13s即对边×1.13
②内六角对边(s)求对角(e)
e=1.14s即对边×1.14(系数)
③外六角对边(s)求对角(D)的头部用料直径
应按(六中的第二个公式)六方对边(s面)求圆(D)直径并适量加大其偏移中心值即D≥1.1547s偏移中心量只能估算。
八、圆内接四方形的计算公式
①圆(D)求四方形对边(S面)
S=0.7071D即直径×0.7071
②四方对边(S面)求圆(D)
D=1.414S即对边×1.414
九、冷镦工序的四方对边与对角的计算公式
①外四方对边(S)求对角(e)
e=1.4s即对边(s)×1.4参数
②内四方对边(s)求对角(e)
e=1.45s即对边(s)×1.45系数
十、六方体体积的计算公式
s20.866×H\m\k即对边×对边×0.866×高或厚度。
十一、圆台(圆锥)体的体积计算公式
0.262H(D2+d2+D×d)即0.262×高度×(大头直径×大头直径+小头直径×小头直径+大头直径×小头直径)。
十二、球缺体(例如半圆头)的体积计算公式
3.1416h2(R-h\3)即3.1416×高度×高度×(半径-高度÷3)。
十三、内螺纹用丝锥的加工尺寸计算公式
1.丝锥大径D0的计算
D0=D+(0.866025P\8)×(0.5~1.3)即丝锥大径螺纹基本尺寸+0.866025螺距÷8×0.5至1.3。
注:0.5至1.3的多少选择应根据螺距的大小来确认,螺距值越大则应采用小一点系数,反之,螺距值越小而相应采用大一点系数。
2.丝锥中径(D2)的计算
D2=(3×0.866025P)\8即丝锥中径=3×0.866025×螺距÷8
3.丝锥小径(D1)的计算
D1=(5×0.866025P)\8即丝锥小径=5×0.866025×螺距÷8
十四、各种形状冷镦成型用料长度计算公式
已知:圆的体积公式是直径×直径×0.7854×长度或半径×半径×3.1416×长度。即d2×0.7854×L或R2×3.1416×L
计算时将需要用料的体积X÷直径÷直径÷0.7854或X÷半径÷半径÷3.1416即为投料的长度。
列式=X\(3.1416R2)或X\0.7854d2
式中的X表示需要用料体积数值;
L表示实际投料的长度数值;
R\d表示实际投料的半径或直径。图文转至网络,若内容涉嫌侵权,请告知我们删除!
小编推荐文章:中国地铁发展史展示,地铁建造全过程!
,
